钢铁厂原料厂无线解决方案
现厂内有两个原料厂,第一原料厂设置有5台堆取料机,第二原料厂设置有10台堆取料机,堆取料机控制系统为S7-300控制系统;每个原料厂均有一个原料棚。现欲将原料厂中的堆取料机信号通过无线通讯的方式发送给中控室。每个中控室均安装一套S7-400 PLC控制系统。
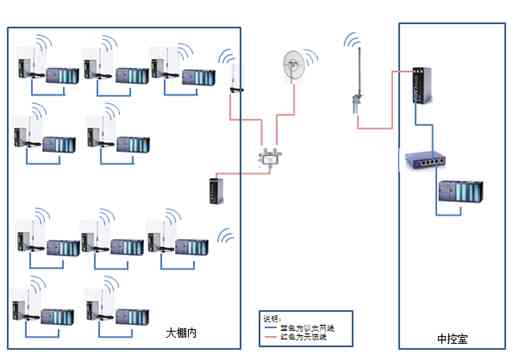
按照料场的布局和客户的需求,该系统分为三部分:原料厂大棚内、大棚外以及中控室。
(一)大棚内:第一原料厂大棚内含有5台堆取料机,现在大棚内每台堆取料机均安装1套WL-245N-S工业无线模块 。第二原料厂大棚内含有10台堆取料机,每台堆取料机安装一套WL-245N-S。
(二)大棚外:在大棚外安装一台中继设备,用于实现棚内设备和中控室的连接,在这里配置一台WL-245N-S工业无线模块,配置一个天线分支器,天线分支器的一侧安装一支8dBi全向天线,另一侧安装一支19dBi抛物面定向天线,并将天线架到大棚上面,室外安装所以需要增加避雷器。
(三)中控室:第一原料厂中控室安装一台WL-245N-S工业无线模块,第二中控室安装1台WL-245N-S工业无线模块,每台电台天线均架设到室外。天线选择15dBi全向天线。
基于4G公网和VPN技术的无线通讯解决方案
系统特点:
(1) 整个无线网络均采用工业级无线通信设备,具有抗干扰能力强的特点。
(2) 工作频段可选用2.4G和5G频段。
(3) 大棚外面的天线选择抛物面天线增大抗风能力。
(4) 设备安装在机柜内,天线安装在支架上。设备体积小,所需安装空间比较小。
(5) 室外天线安装专用2.4GHz避雷器。避免雷电对设备的损坏。
(6) 采用就近获取电源的方式。电源采用24VDC
WitLinc WL-245N-S 用于原料厂优势分析:
1、原料厂无线通讯存在的问题
1)现场电磁干扰,多径干扰严重
2)可燃性粉尘,腐蚀性气体浓度高
3)存在一定的震动强度
4)用户要求数据可靠快速
5)现场安装空间有限
6)对于诊断,维护,售后的要求高
2、WitLinc针对以上问题的应对方法及其他显著优势
1)现场电磁干扰,多径干扰严重 :WL-245N-S具有2.4G/5G频段灵活选择,抗干扰能力强。
2)堆取料机不停地运动,存在一定的震动强度:WL-245N-S具有防震动和抗撞击的特点 。
3)用户要求数据可靠快速:WL-245N-S在不牺牲通讯灵敏度和误码率的前提下,可选54,48,36,24,18,12,9,6Mbps。
4)现场安装空间有限:WL-245N-S具有体积小巧,质量轻的特点。
3.结构灵活、延展性高
整个无线网络能够提供多种架构,点对点、点对多点、存储&转发等方式、以适用多种复杂环境。若在已建设完成的无线网络中增加或减少无线设备,都可以轻松完成。
4.高通讯速率
采用802.11n协议时,通讯速率最高可达100Mbps。
5. 安全性
64/128 位 WEP加密机制、WPA & WPA-PSK &WPA2 –PSK加密机制和MAC过滤功能保障信号安全。
6. I/O信号传输
WL-245N-S配备RJ45规格的RS232接口一个,用户可通过此接口连接PLC等设备,实现控制数据的便捷传输
7. 串口通讯
WL-245N-S配备RJ45规格的RS232接口一个,用户可通过此接口连接PLC等设备,实现控制数据的便捷传输
8. 以太网通讯
WL-245N-S配备2个具有路由功能的以太网接口,完全兼容Ethernet/IP协议,极大地增强了该设备在工业网络中的适应性。